2016年 6月在德国慕尼黑召开了第19届世界无损检测大会,这次大会是规模较大的无损检测盛会,中国各行业参加会议的代表人数也是历次大会之最。
会议之后,我们的当务之急是要研究这次会议有哪些新技术、新方法和新的应用。无损检测学会信息中心约请参会代表、中国机械工程学会无损检测分会副主任委员、北京航空航天大学机械工程及自动化学院副院长周正干教授撰写了“无损检测技术新进展”。
该文详细的介绍了世界“无损检测技术方法研究的新进展”、“典型材料与结构检测技术的新进展”、“无损检测技术应用研究的新进展”,提出了“应用发展方向和待解决问题”,并给我们指出了“未来发展的新机遇”。
对周正干教授的辛勤工作表示深切的感谢!
无损检测技术新进展——
第19届世界无损检测大会学术报告综述
周正干 孙广开
北京航空航天大学 机械工程及自动化学院
0 前言
世界无损检测大会(WCNDT)每四年召开一次,反映了世界无损检测技术与设备最新研究、应用进展和发展趋势。2016年6月,第19届世界无损检测大会在德国慕尼黑召开,有来自46个国家和地区的近2200名代表参加,宣读和交流学术论文1000余篇[1],报道了声、光、电、磁等多类检测方法的新进展,新型的传感技术与器件,检测图像与信号处理方法,以及复合材料、焊缝、管道、核压力容器等材料与结构的检测技术及应用。
大会报告按检测技术类型和应用领域共分144个专题进行分类报道[1]。在专项技术方面,大会报告专题涵盖了声发射技术、超声技术、计算机断层成像技术、红外热像技术、磁与渗透技术、微波及太赫兹技术、金属磁记忆技术、共振技术,以及声学非线性技术和机器人辅助检测技术等。在行业应用方面,涵盖了航空工程、船舶、铁路、汽车、核能工程、油气管道、土木工程、生物医学等领域的最新研究与应用进展。
本文简要分析本次大会报告呈现的世界无损检测技术研究与应用的新进展,浅要探讨无损检测技术的发展方向,需要进一步研究的若干问题,以及未来发展的新机遇。
1 无损检测技术方法研究的新进展
1.1 声学检测方法
(1)超声波检测方法
超声相控阵技术、非接触超声技术和超声导波技术是主要研究报道的技术方法。在超声相控阵技术方面,法国的CHAUVEAU等[2]报道了一种新型的超声相控阵专用校准试块,能够满足超声相控阵检测的声速测量、声束指向性及灵敏度测量和DAC曲线测量等校准要求,具有更高的校准功能集成度和工艺效率。
HARRICH等[3]提出了一种基于正弦波激励信号和组合延迟法则的FAAST超声相控阵快速扫描技术(如图1),该技术根据被检工件扫描范围和检测要求生成合成声束偏转、聚焦方案,基于延迟法则计算出阵列超声换能器各阵元的正弦波激励信号组合调制方式,通过一次发射正弦波激励信号并采集成像实现被检工件的扫描检测,能够显著提高超声相控阵技术的检测效率;ROBERT等[4]提出了一种基于全矩阵数据的自适应超声相控阵成像方法(ATFM),利用基于全聚焦成像的轮廓提取算法和基于相关运算的聚焦法则自动计算算法建立检测方案,可实时获取复杂型面结构的高质量检测图像。
德国的OBERDÖRFER等[5]提出了采用超声相控阵技术量化缺陷尺寸的DAC曲线简化计算方法,大幅降低了超声相控阵DAC曲线计算复杂度和参数设置耗时;WALTER等[6]研制出一种基于PMN-PT复合材料的超声相控阵换能器,与PZT相控阵换能器相比具有更高的灵敏度和更宽的频带范围;SCHMITTE等[7]研制了一种内置TFM算法的超声相控阵检测仪器(如图2),该仪器的内置算法能够支持不同类型的耦合剂/工件界面(如管材的曲面界面等),在各向异性材料的检测算法中引入了声速的方向变化特性,并采用GPU加速技术大幅减小了TFM算法的图像重构耗时;DEUTSCH等[8]提出了一种基于全聚焦方法和声波模式转换的多波模式组合全聚焦成像检测方法,能够实现薄壁结构缺陷的高精度检测。
加拿大的GROTENHUIS等[9]介绍了其团队研制的内置全矩阵数据算法的超声相控阵检测仪器,该仪器经过六年的改进具有良好的检测性能和高鲁棒性,能够实现各种几何结构的三维成像;DEVOS等[10]研制出一种半柔性的矩阵阵列超声换能器,以提高新一代核电站大型整体转轴锻件各类缺陷的检出率、可靠性和检测效率。
中国的ZHOU等[11]基于超声相控阵的全矩阵数据方法提出了一种针对非平面界面的后处理成像校正算法和参量优化方法,显著提高了曲型结构缺陷的检测分辨力和表征准确度。
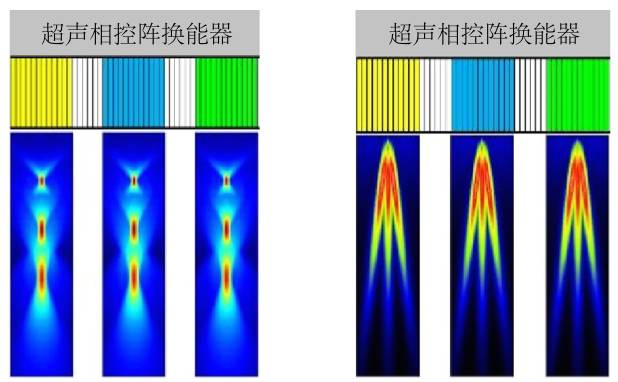
图1 FAAST超声相控阵快速扫描技术

图2 基于TFM算法和GPU加速技术的超声相控阵检测
非接触超声技术的研究主要包括激光超声技术和空气耦合超声技术。在激光超声技术方面,澳大利亚的ROITHER等[12]报道了利用激光超声技术在线实时检测铝材铸造缺陷的环境模拟实验结果,通过合成孔径聚焦方法得到铝板锻造裂纹的激光超声检测图像。
德国的KRIX等[13]实验研究了高温状态下热轧钢材料均匀性的激光兰姆波在线实时检测方法。西班牙的CUEVAS等[14]报道了基于关节机器人技术的新型激光超声检测系统(如图3),该系统在大型复杂型面构件的自动扫描检测方面,相比通常采用的手动检测方法和液浸式超声C扫描系统具有更高的型面适应性、扫描效率和重复一致性。
日本的HAYASHI等[15]在激光扫描兰姆波成像方法的基础上采用激光干涉测量装置建立了激光激励、激光探测的激光扫描成像系统,并提出了一种基于高重复频率光纤脉冲激光器的低频窄带Tone-burst超声兰姆波信号激励方法,提高了激光兰姆波信号的幅度和信噪比。
台湾的WU和日本的KOBAYASHI等[16]提出了一种基于激光扫描兰姆波成像原理和柔性超声换能器的激光超声检测方法,在曲面结构(如管材)的无损检测中具有更好的适应性;TSENG等[17]提出了利用激光扫描兰姆波成像方法反演重建被测结构全范围材料参数(如厚度、杨氏模量、泊松比等)的技术方法。
德国的KELKEL等[18]提出了一种利用激光激励和探测超声导波检测纤维增强复合材料缺陷的新方法(如图4),该方法采用了脉冲激光波长调制、脉冲时间调制和激光线源阵列空间调制三种技术,能够在复合材料中选择性地激励不同模态的超声导波,显著提高超声导波信号的幅度和信噪比。
中国的ZHOU等[19]提出了一种基于合成孔径算法的搅拌摩擦焊激光超声在线实时检测方法。

图3 基于关节机器人技术的新型激光超声检测系统

图4 基于激光激励和探测方法的复合材料超声导波检测
在空气耦合超声技术方面,西班牙的CUEVAS等[14]报道了基于关节机器人的新型空气耦合超声C扫描系统及其在飞机大型复合材料构件无损检测中的应用(如图5)。
德国的SCHADOW等[20]报道了一种基于铁电驻极体技术的新型聚焦空气耦合超声换能器,该技术采用具有铁电和压电特性以及低杨氏模量、低密度、低声速性质的多孔聚丙烯材料取代了通常采用的固/气匹配层,具有更高的横向分辨力和良好的信噪比。
HUBER等[21]将空气耦合超声兰姆波检测技术和关节机器人技术结合起来(如图6),实现了航空航天复合材料柱体结构的空气耦合超声同侧仿形扫描成像检测;HILLGER等[22]报道了目前世界上最大的空气耦合超声C扫描系统的技术框架和性能参数(系统示意图如图7),并开发出大型的八通道空气耦合超声检测系统,以提高航空航天大型复合材料构件的检测效率。

图5 基于关节机器人的新型空气耦合超声C扫描系统
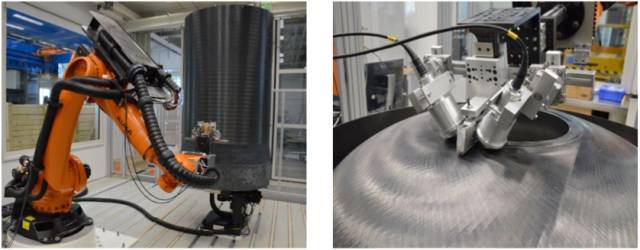
图6 航空航天复合材料的空气耦合超声同侧仿形扫描检测
在超声导波检测技术方面,美国的ROBERTS等[23]提出了一种基于多模态导波场测量、信号处理和波场时空域傅立叶分析方法的高频导波检测多模态频散效应补偿方法,该方法能够定征缺陷反射高频导波信号的各模态成分,有效提取表征缺陷位置信息的高频单模导波信号,将超声导波检测的可选
频率范围提高到常用的超声体波检测的相对高频范围,显著提高了超声导波技术的缺陷分辨力和定位准确度。伊朗的HONARVAR等[24]报道了根据超声兰姆波散射特性对板材圆形通孔缺陷进行定量检测的研究新进展,为基于超声导波技术的缺陷定量检测方法提供了参考。
中国的WANG等[25]报道了利用超声兰姆波在线性条件下的反射、衰减幅度变化和非线性条件下的声波频率变化(产生高次谐波)表征结构中的大尺寸裂纹和具有“呼吸”特征的疲劳裂纹的理论分析结果,为超声兰姆波技术在大型结构难达区域快速检测、监测和早期裂纹诊断中的应用提供了参考。
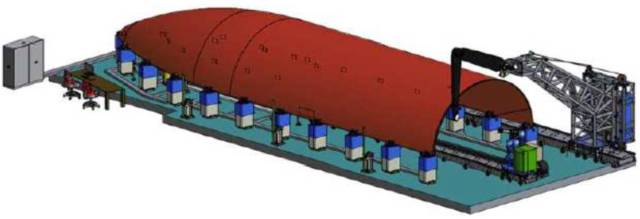
图7 目前世界上最大的空气耦合超声C扫描系统
(2)声学非线性检测方法
在声学非线性检测技术方面,德国的SOLODOV[26]提出了一种基于缺陷受激共振原理的声学非线性信号放大方法,可提高基频声信号在缺陷区域的非线性频率成分转化率,进而有利于实现缺陷的高灵敏度检测。韩国的CHOI等[27]报道了利用声学非线性和声速参量评估材料弹性常数的方法。中国的LI等[28]报道了利用超声非线性表征热轧铜材微观结构演变的方法。
(3)声共振检测方法
在声共振检测技术方面,德国的SOLODOV[29]、GULNIZKIJ等[30]报道了一种基于超声激励、缺陷受激共振响应和超声、锁相红外、激光散斑成像技术的结构缺陷声共振检测方法(LDR,Local Defect Resonance),该方法能够在相对小功率超声选频激励信号作用下利用结构缺陷受激共振效应产生的频率相关“倍增”声幅、热幅和形变量重建缺陷图像(如图8),为超声成像和声热、声光成像提供了新方法;RAHAMMER等[31]报道了一种基于共线点源干涉激励声波的LDR特征信号增强方法,能够显著增强指定结构区域的超声导波能量,进而提高缺陷受激共振的声、热响应信号幅度。

图8 基于缺陷受激共振效应的超声、声热、声光成像
(4)声发射检测方法
在声发射检测技术方面,捷克的MAZAL等[32]报道了气压缸损伤的声发射检测方法,实验观测到气压缸人工损伤导致的声发射特征信号,验证了方法的可行性。匈牙利的POR等[33]报道了采用声发射方法监测铁磁性钢铁材料热处理和拉力试验过程的实验研究,得到了钢铁材料加热、冷却处理和拉力变化情况下的声发射信号特征变化,初步验证了利用声发射方法长期实时监测铁磁性钢铁材料受热、力载荷作用产生细观特征变化的可行性。
德国的ZIELKE等[34]报道了采用空气反应钎焊技术焊接陶瓷/金属结构时在熔融和冷却过程中产生的裂纹的声发射检测方法。俄罗斯的ZOTOV等[35]报道了压力容器壳体不同时期分层的声发射检测方法,验证了利用声发射方法诊断压力容器壳体早期分层的技术可行性,并提出了提高检测效率的技术方法。
1.2 射线检测方法
在射线检测技术方面,德国的KRAEMER等[36]提出了一种基于二维投影集合迭代评价与扫描参量修正的射线CT(Computed Tomography)图像质量优化方法,这种方法在实际检测前预先采集少量投影图并评价其质量,根据投影的评价数据修正扫描参量,通过迭代优化扫描参量提高CT图像质量和检测准确度。
中国的HU等[37]利用450kV的小焦点X射线源和大尺寸、不定形硅阵探测器研制出具有X射线数字成像和计算机层析成像功能的在线工业射线CT检测系统,能够实现高分辨力的缺陷检测和构件尺寸测量。
1.3 光、热学检测方法
激光散斑技术和红外热像技术是主要研究报道的技术方法。
在激光散斑检测技术方面,俄罗斯的GORKUNOV等[38]报道了一种利用不同时刻激光散斑图相关系数表征结构微裂纹产生和扩展过程的方法,为激光散斑技术在结构裂纹在线实时检测与监测中的应用提供了参考。
在红外热成像检测技术方面,韩国的HUR等[39]发展了一种应用于多晶片堆叠半导体结构轴向热点位置检测的红外线共焦显微镜。德国的JELINEK等[40]报道了CFRP复合材料与金属复合结构典型缺陷红外热成像检测装置与方法的参量化研究,建立的红外检测参量数据库为复合结构分层、脱粘等缺陷的红外热成像检测提供了参数选择依据。
1.4 电、磁学检测方法
太赫兹技术、金属磁记忆技术、涡流技术是主要研究报道的技术方法。
在太赫兹检测技术方面,德国的BECKER等[41]报道了高温轻质材料的3D太赫兹成像检测方法。波兰的CHADY等[42]利用太赫兹技术对玻璃纤维复合材料板材和管材分别进行了二维、三维成像检测,并与X射线和红外热像检测技术进行了对比分析(如图9),提出太赫兹技术在复合材料缺陷检测方面具有一定优势和应用前景,但是目前在检测数据处理方法和高效扫描方法方面需要进一步研究,以提高其检测性能。
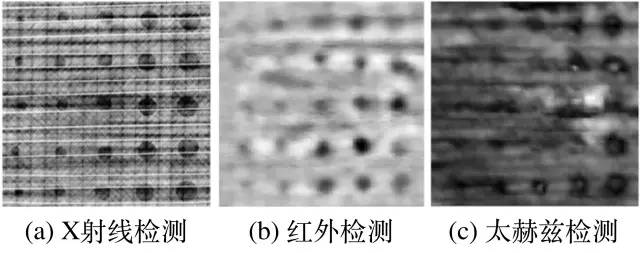
图9 太赫兹、X射线、红外检测复合材料分层对比分析
在金属磁记忆检测技术方面,德国的YOUSSEF等[43]报道了一种基于更为轻量、小型的磁量探测器的铁磁性管材磁记忆检测方法MFD(Magnetic Field Distortion),该方法利用铁磁性材料表面几何形变导致的磁场扭曲效应表征近探测器侧的结构表面缺陷,与常用的磁通量泄漏方法MFL(Magnetic Flux Leakage)相比,具有更高的缺陷尺寸定量精度和空间、型面适应性,并可与MFL方法组合应用(检测装置如图10),进而检测铁磁性管材内外两侧缺陷并分辨缺陷位置。
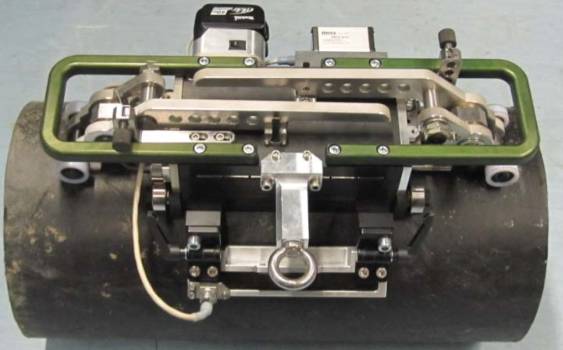
图10 MFD/MFL组合检测系统PipeFlux
1.5 机器人辅助检测方法
在机器人辅助检测方面,德国的EBERHORN等[44]报道了一种基于单臂关节机器人的射线层析成像检测系统,该系统采用一台六轴关节机器人拾取各种构件将其送至检测工位并带动构件作旋转运动完成扫描成像(如图11),这种方式简化了射线层析成像检测系统的机械复杂度并具有更高灵活性。
法国的BANJAK等[45]报道了基于主从双臂关节机器人的X射线层析成像检测系统(如图12),该系统采用两台机器人分别控制射线源和探测器按构件型面预设轨迹作扫描运动并重构三维图,具有良好的灵活性和可控性,适用于大型复杂结构的自动扫描检测。瑞典的VAN DEN BOS和英国的MALLION等[46]报道了基于机器人技术的视觉、超声、涡流检测方法在石油压力容器结构自动化检测中的应用(如图13)。

图11 基于关节机器人的射线层析成像检测系统

图12 基于双臂关节机器人的射线层析成像检测系统
德国的ADEBAHR等[47]报道了一种基于关节机器人的空气耦合超声检测系统(如图14),该系统与图6所示系统采用了相同的技术框架:采用同侧倾斜布置的两个空气耦合超声换能器分别激励和接收超声兰姆波检测缺陷,并采用六轴关节型机器人作为扫描执行机构,可实现大型复杂结构的三维仿形扫描成像检测。
此外,如前所述,西班牙的CUEVAS等[14]报道的新型空气耦合超声检测系统和激光超声检测系统也采用了关节型机器人作为仿形扫描执行机构(如图3、图5),具有更好的灵活性和可控性,更易于实现大型复杂型面构件的自动化扫描检测。

图13 基于机器人技术的视觉、超声、涡流检测方法

图14 基于关节机器人的空气耦合超声检测系统
本部分参考文献:
[1] SU ZQ. Editorial introduction to the 19th world conference onnon-destructive testing (WCNDT-2016)[J]. Ultrasonics, 2016, In Press.
CHAUVEAU D, GINZEL E, SJERVE E, el al. New ISOcalibration block for phased array ultrasonic testing[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[3] HARRICH X, COPERET P. FAAST very fast phasedarray system[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[4] ROBERT S, CARTIER F, DE ROUMILLY, et al.Adaptive ultrasonic imaging with a phased-array probe equipped with awater-filled conformable wedge[C]. Proceedings of the 19th WorldConference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[5] OBERDÖRFER Y. A simplified approach for DACwith phased-array[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[6] WALTER S, HERZOG T, SCHUBERT F, et al. Comparisonof ultrasonic phased array probes based on PMN-PT and PZT 1-3 composites[C].Proceedings of the 19th World Conference on Non-DestructiveTesting[CP/DK]. Munich, Germany: 2016.
[7] SCHMITTE T, HEMITZ O, CHICHKOV N, et al. Applicationof the total focusing method for improved defect characterization in theproduction of steel tubes[C]. Proceedings of the 19th World Conferenceon Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[8] DEUTSCH K, ROYE W, RAST H, et al. High resolutionphased array imaging using the total focusing method[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[9] GROTENHUIS R, CHEN A, HONG A, et al.Application of a FMC/TFM ultrasonic system to inspection of austeniticwelds[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[10] DEVOS D,MAES G, TREMBLAY P. Optimized semi-flexible matrix array probes for large rotorshafts and DGS sizing diagram simulation tool[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[11] ZHOU Z G,LI Y, ZHOU W B. Research on correction and optimization of post-processingimaging of structure with non-planar interface using full matrix data ofultrasonic array[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[12] ROITHER J,MITTER T, BEITINGER B, et al. Detection of casting defects in aluminum slabs bylaser ultrasonic measurement[C]. Proceedings of the 19th WorldConference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[13] KRIX D,SCHMIDT R, MOTA M, et al. Laser ultrasonic characterization of rolled steelstrip: wave propagation in inhomogeneous thin sheets[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[14] CUEVASAGUADO E, CABELLOS E, HERNANDEZ S. Robot-based solutions for NDT inspections:integration of laser ultrasonics and air coupled ultrasounds for aeronauticalcomponents[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[15] HAYASHI T,FUKUYAMA M, ISHIHARA K. Fast non-contact defect imaging with scanning lasersource technique[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[16] WU T C,KOBAYASHI M, CHENG C C, et al. Flexible ultrasonic transducer for laserultrasound imaging of defects in curved structures[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[17] TSENG S P,WU C H, YANG C H. Fast inversion calculation for full-field measurement ofmaterial properties with quantitative laser ultrasound visualization system[C].Proceedings of the 19th World Conference on Non-Destructive Testing[CP/DK].Munich, Germany: 2016.
[18] KELKEL B,SEBASTIAN R, GURKA M, et al. A new concept for the non-destructive testing offiber-reinforced plastics via laser generated ultrasonic guided waves[C].Proceedings of the 19th World Conference on Non-Destructive Testing[CP/DK].Munich, Germany: 2016.
[19] ZHOU Z G, ZHANG K S. Evaluation of frictionstir welding process by laser ultrasonic method with synthetic aperture focusing technique[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[20] SCHADOW F,GAAL M, BARTUSCH J, et al. Focusing air-coupled ultrasonic transducers based onferroelectrets[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[21] HUBER A.Non-destructive testing of future rocket boosters using air-coupled ultrasound[C].Proceedings of the 19th World Conference on Non-Destructive Testing[CP/DK].Munich, Germany: 2016.
[22] HILLGER W.New developments for air-coupled ultrasonic techniques[C]. Proceedings of the19th World Conference on Non-Destructive Testing[CP/DK]. Munich,Germany: 2016.
[23] ROBERTS R.Pulse-echo guided wave inspection using multimode dispersion compensation[C].Proceedings of the 19th World Conference on Non-Destructive Testing[CP/DK].Munich, Germany: 2016.
[24] HONARVAR F.Sizing of through-thickness circular holes in plate structures by ultrasoniclamb wave testing[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[25] WANG K, SUZ Q. An analytical insight into contact acoustic nonlinearity of guidedultrasonic waves induced by a “breathing” crack[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[26] SOLODOV I.Nonlinear NDT: A route to conventional ultrasonic testing[C]. Proceedings ofthe 19th World Conference on Non-Destructive Testing[CP/DK]. Munich,Germany: 2016.
[27] CHOI J, CHOY, LEE Y. The material elastic constant evaluation by ultrasonic acousticsnonlinearity and wave velocity[C]. Proceedings of the 19th WorldConference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[28] LI W, SHIZ, LIU X, et al. Characterization of microstructural evolution in heat treatedrolled copper and brass by nonlinear ultrasonic waves[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[29] SOLODOV I.Resonant defects: a new approach to highly-sensitive ultrasound-activated NDTtechniques[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[30] GULNIZKIJN, SOLODOV I, KREUTZBRUCK M. Local defect resonance-based shearography toincrease the selectivity of defects[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[31] RAHAMMER M, SOLODOV I, BISLE W, et al. Thermosonictesting with phased matched guided wave excitation[C]. Proceedings of the 19thWorldConference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[32] MAZAL P,VLASIC F, MAHMOUD H, et al. The use of acoustic emission method for diagnosisof damage of pneumatic cylinders[C]. Proceedings of the 19th WorldConference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[33] POR G,BERECZKI P, FEKETE B, et al. Heat treatment and tension curves in contemporarysteel materials monitored by acoustic emission[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[34] ZIELKE R,TILLMANN W, KUCK M, et al. Monitoring of the reactive air brazing by acousticemission analysis[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[35] ZOTOV K,RASTEGAEV I, GOMERA V, et al. The detection of different stages of thedelaminating in the pressure vessels shells by the ultrasonic and acousticemission technique[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[36] KRAEMER A,LANZA G. Methodology for the evaluation of CT image quality in dimensionalmetrology[C]. Proceedings of the 19th World Conference on Non-DestructiveTesting[CP/DK]. Munich, Germany: 2016.
[37] HU D C,CHEN H, CHEN Y B, et al. The development of the first on-line industrial CTdetection system of china[C]. Proceedings of the 19th WorldConference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[38] GORKUNOV E,VLADIMIROV A, GLADKOVSKY S, et al. Using the correlation of speckle images tomonitor the process of crack origination and propagation under high-cyclefatigue[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[39] HUR H, LEEK S. Development of an infrared confocal microscope for axial location of hotspots in a multi-wafer stacked semiconductor structure[C]. Proceedings of the19th World Conference on Non-Destructive Testing[CP/DK]. Munich,Germany: 2016.
[40] JELINEK M, GLASSCHRÖDERJ, REINHART G. Structured parameter sets for thermographic inspection of CFRP metalhybrid components[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[41] BECKER S,KEIL A, HAUSHERR J M, et al. 3D terahertz imaging of high temperature lightweightmaterials[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[42] CHADY T,GORACY K. Multi-source inspection of fiber-reinforced materials[C]. Proceedingsof the 19th World Conference on Non-Destructive Testing[CP/DK].Munich, Germany: 2016.
[43] YOUSSEF S,SZIELASKO K, SOURKOV A, et al. Surface inspection and remanence imaging with magneticfield distortion measurement[C]. Proceedings of the 19th WorldConference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[44] EBERHORN M,OECKL S, STOCKER T, et al. Novel handling concept for production-integratedcomputed tomography[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[45] BANJAK H,COSTIN M, VIENNE C, et al. X-ray computed tomography reconstruction on non-standardtrajectories for robotized inspection[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[46] VAN DEN BOSB, STRAND J, MALLION A, et al. Robotic inspection solutions for petrochemical pressurevessels, developed and tested in the PETROBOT project[C]. Proceedings of the 19thWorld Conference on Non-Destructive Testing[CP/DK]. Munich, Germany: 2016.
[47] ADEBAHR W,BERNHARDT Y, KREUTZBRUCK M. 3D-robotized air-coupled ultrasound measurements oflarge components[C]. Proceedings of the 19th World Conference onNon-Destructive Testing[CP/DK]. Munich, Germany: 2016.